Postupak zavarivanja pod praškom najidealniji je izbor u važnim područjima primjene cjevovoda, tlačnih posuda i spremnika, proizvodnje tračnica i velikih građevina.Ima najjednostavniji oblik s jednom žicom, strukturu s dvostrukom žicom, strukturu s dvostrukom žicom serije i strukturu s više žica.
Proces zavarivanja pod praškom može koristiti korisnicima u mnogim primjenama zavarivanja, od povećane produktivnosti do poboljšanih radnih uvjeta do postojane kvalitete i više.Tvornice za proizvodnju metala koje razmatraju promjene u postupku zavarivanja pod praškom trebale bi razmisliti o brojnim prednostima koje se mogu dobiti iz ovog procesa.
Osnovna znanja o zavarivanju pod praškom
Postupak zavarivanja pod praškom prikladan je za zahtjeve teške industrijske primjene cjevovoda, tlačnih posuda i spremnika, konstrukcije lokomotiva, teških konstrukcija/iskopa.Idealno za industrije koje zahtijevaju visoku produktivnost, posebno one koje uključuju zavarivanje vrlo debelih materijala, koje mogu imati velike koristi od procesa zavarivanja pod praškom.
Njegova visoka stopa taloženja i brzina putovanja mogu imati značajan utjecaj na produktivnost radnika, učinkovitost i troškove proizvodnje, što je jedna od ključnih prednosti procesa zavarivanja pod praškom.
Dodatne prednosti uključuju: zavare s izvrsnim kemijskim sastavom i mehaničkim svojstvima, minimalnu vidljivost luka i nisku količinu dima pri zavarivanju, poboljšanu udobnost radnog okruženja i dobar oblik zavara i liniju prstiju.
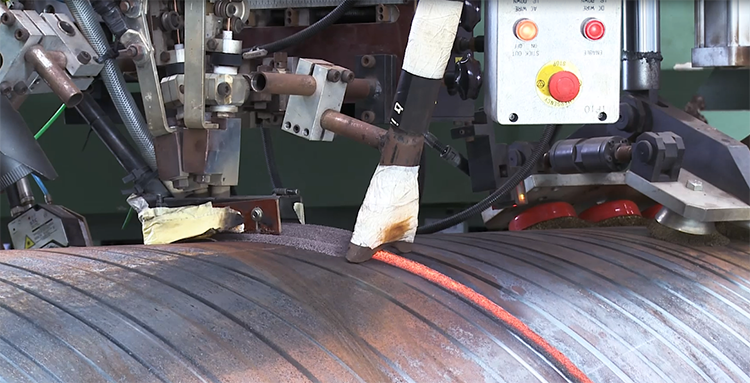
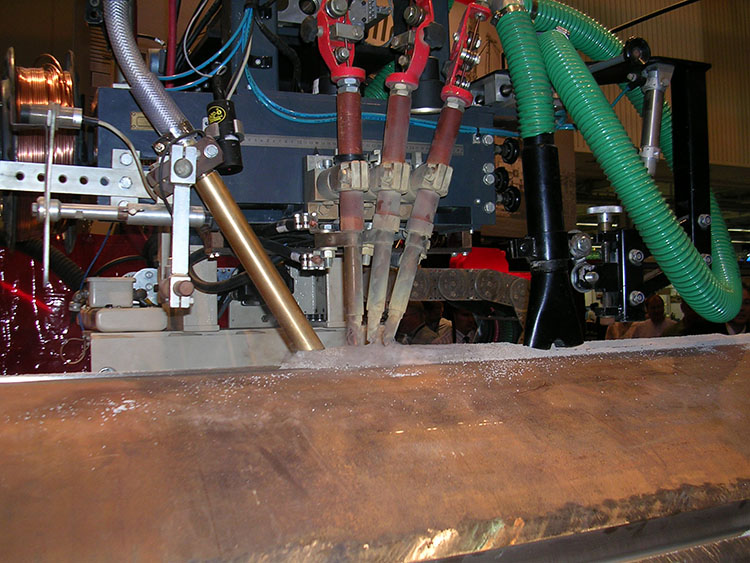
Zavarivanje pod praškom je mehanizam za dovod žice koji koristi granulirani prašak za odvajanje luka od zraka.Kao što ime sugerira, luk je zakopan u fluks, što znači da kada su parametri postavljeni, luk je nevidljiv s protokom sljedećeg sloja fluksa.
Žica se kontinuirano dovodi plamenikom koji se kreće duž zavara.Zagrijavanje s električnim lukom topi dio žice, dio topitelja i osnovni materijal kako bi se formirala rastaljena lonac, koja se kondenzirala i formirala zavar prekriven slojem troske za zavarivanje.
Raspon debljine materijala za zavarivanje je 1/16 “-3/4″, što može biti 100% probojno zavarivanje kroz zavarivanje u jednom prolazu, ako debljina stijenke nije ograničena, to može biti zavarivanje u više prolaza i izvršiti odgovarajuće izbor predobrade zavara i odabir odgovarajuće kombinacije praška za žicu.
Odabir fluksa i žice
Odabir pravog praška i žice za određeni postupak zavarivanja pod praškom ključan je za postizanje najboljih rezultata s tim postupkom.Iako je sam postupak zavarivanja pod praškom učinkovit, produktivnost i učinkovitost mogu se povećati čak i na temelju upotrijebljene žice i praška.
Topilo ne samo da štiti zavarenu kupku, već također pridonosi poboljšanju mehaničkih svojstava i produktivnosti zavara.Formulacija fluksa ima veliki utjecaj na ove čimbenike, utječući na nosivost struje i oslobađanje troske.Trenutni kapacitet nosivosti znači da se može postići najveća moguća učinkovitost taloženja i visokokvalitetni profil zavara.
Oslobađanje troske određenog topitelja utječe na odabir topitelja jer su neki topitelji bolji za neke dizajne zavarivanja od drugih.
Mogućnosti odabira topitelja za zavarivanje pod praškom uključuju aktivne i neutralne vrste zavarivanja.Osnovna razlika je u tome što aktivni fluks mijenja kemiju zavara, dok neutralni fluks ne mijenja.
Aktivni tok karakterizira uključivanje silicija i mangana.Ovi elementi pomažu u održavanju vlačne čvrstoće zavara pri visokom unosu topline, pomažu da zavar ostane gladak pri velikim brzinama kretanja i osigurava dobro oslobađanje troske.
Općenito, aktivni topitelj može pomoći u smanjenju rizika od loše kvalitete zavarivanja, kao i skupog čišćenja i prerade nakon zavarivanja.
Međutim, imajte na umu da je aktivni prašak obično najbolji za jednostruko ili dvostruko zavarivanje.Neutralni topitelji su bolji za velike višeprolazne zavare jer pomažu u izbjegavanju stvaranja lomljivih zavara osjetljivih na pukotine.
Postoji mnogo opcija žice za zavarivanje pod praškom, a svaka ima svoje prednosti i nedostatke.Neke žice su formulirane za zavarivanje pri većim unosima topline, dok su druge posebno dizajnirane da sadrže legure koje pomažu topilu da očisti zavar.

Imajte na umu da kemijska svojstva žice i interakcija unosa topline mogu utjecati na mehanička svojstva zavara.Produktivnost se također može znatno poboljšati izborom metala za punjenje.
Na primjer, korištenje žice s metalnom jezgrom s postupkom zavarivanja pod praškom može povećati učinkovitost taloženja za 15 do 30 posto u usporedbi s korištenjem pune žice, dok također pruža širi, plići profil prodiranja.
Zbog svoje velike brzine kretanja, žica s metalnom jezgrom također smanjuje unos topline kako bi se smanjio rizik od zavarivanja i izgaranja.Ako ste u nedoumici, posavjetujte se s proizvođačem metala za punjenje kako biste utvrdili koje su kombinacije žice i topitelja najbolje za određenu primjenu.
Vrijeme objave: 27. lipnja 2023