Premaz igra složenu metaluršku reakciju i fizikalne i kemijske promjene u procesu zavarivanja, što u osnovi prevladava probleme u zavarivanju foto elektrode, tako da je premaz također jedan od glavnih čimbenika za određivanje kvalitete metala zavara.

Obloga elektrode:Odnosi se na sloj premaza od finog granuliranog materijala s različitim fizikalnim i kemijskim svojstvima koji je ravnomjerno obložen na površini jezgre za zavarivanje.
Uloga odelektroda za zavarivanjepremazivanje:U procesu zavarivanja stvara trosku s odgovarajućim talištem, viskoznošću, gustoćom, lužnatošću i drugim fizičkim i kemijskim svojstvima, kako bi se osiguralo stabilno izgaranje luka, omogućio lagani prijelaz metala u obliku kapljica, stvorio atmosferu oko zone luka i rastaljenog bazena za zaštitu području zavarivanja i postići dobru formaciju i izvedbu zavara.Dodavanjem dezoksidansa, legirajućeg elementa ili određenog sadržaja željeznog praha u prevlaku, ona također može zadovoljiti zahtjeve performansi metala za zavarivanje ili poboljšati učinkovitost taljenja.
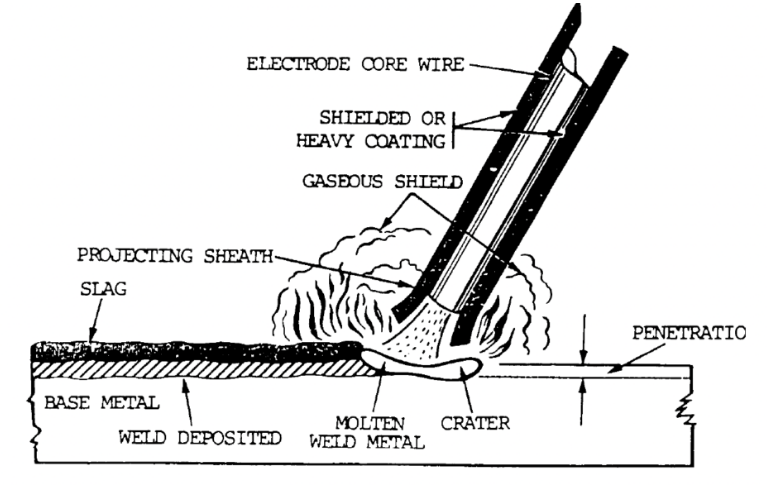
Princip elektrolučnog zavarivanja:
1. Medicinska koža
2. Zavarena jezgra
3. Zaštitite plin
4: luk
5. Otopljeni bazen
6. Osnovni materijal
7. Zavariti
8. Troska za zavarivanje
9. Šljaka
10. Otopiti kapi
Različite sirovine prema njihovoj ulozi u prevlaci elektroda mogu se podijeliti na:
(1) Stabilizator luka
Glavna funkcija je da elektroda lako pokrene luk i održava stabilno izgaranje luka u procesu zavarivanja.Sirovine za stabilizator luka su uglavnom one koje sadrže određeni broj lako ionizirajućih elemenata s niskim potencijalom ionizacije, kao što su feldspat, natrijev silikat, rutil, titanov dioksid, mramor, tinjac, ilmenit, reducirani ilmenit i tako dalje.
(2) Sredstvo za stvaranje plina
Pod djelovanjem visokotemperaturnog plina razgradnje luka, stvarajući zaštitnu atmosferu, štiti luk i rastaljeni metal, sprječava prodor kisika i dušika u okolni zrak.Uobičajeno korištena sredstva za stvaranje plina su karbonat (kao što je mramor, dolomit, rombična kiselina, barijev karbonat itd.) i organske tvari (kao što je drveni prah, škrob, celuloza, smola itd.).
(3) Dezoksidant (također poznat kao redukcijski agens)
Sadržaj kisika u metalu zavara može se smanjiti, a performanse metala zavara mogu se poboljšati kemijskom metalurškom reakcijom u procesu zavarivanja.Deoksidans uglavnom sadrži elemente željezne legure i metalni prah s velikim afinitetom prema kisiku.Uobičajeno korišteni dezoksidansi su feromangan, ferosilicij, ferotitan, feroaluminij, legura silicij kalcija, itd.
(4) Plastifikator
Njegova glavna funkcija je poboljšati plastičnost, elastičnost i fluidnost u procesu presvlačenja elektrode, poboljšati kvalitetu premaza elektrode, tako da glatka površina premaza elektrode ne pukne.Obično odaberite određenu elastičnost, skliskost ili upijanje nakon određenih karakteristika ekspanzije materijala, kao što su tinjac, bijelo blato, titanijev dioksid, talk, čvrsto vodeno staklo, celuloza itd.
(5) Sredstvo za legiranje
Koristi se za kompenzaciju izgaranja legiranih elemenata u procesu zavarivanja i prijenos legiranih elemenata u zavar, kako bi se osigurao kemijski sastav i svojstva metala zavara.U skladu s potrebom odabira raznih feroslitina (kao što su feromangan, ferosilicij, ferokrom, željezo i čelik, željezo vanadij, željezo niobij, željezo bor, ferosilicij rijetke zemlje itd.) ili čistih metala (kao što su metalni mangan, metalni krom , prah nikla, prah volframa itd.).
(6) Sredstvo za stvaranje troske
Zavarivanjem se mogu formirati određena fizikalna i kemijska svojstva rastaljene troske, zaštititi kapljice zavarivanja i rastaljeni metal, poboljšati stvaranje zavara, kao sredstvo za trošenje sirovina su mramor, fluorit, dolomit, magnezij, feldspat, bijelo blato, tinjac, kvarc , rutil, titanov dioksid, ilmenit itd.
(7) Vezivo
Materijal premaza je čvrsto vezan za jezgru zavarivanja, a premaz elektrode ima određenu čvrstoću nakon sušenja.U procesu metalurgije zavarivanja nema štetnog utjecaja na zavarenu kupku i metal zavarivanja.Uobičajena veziva su natrijev silikat (kalij, natrij i miješani natrijev silikat) i fenolna smola, guma itd.

Vrijeme objave: 4. svibnja 2023